* Joint Types and Joint Preparation for GMAW
. Joint Types weldingtheory
A joint refers to the location where two or more members are to be permanently joined by welding. Construction parts joined to produce the end product may be in the form of rolled plate, sheet, profiles and pipes. The design of the welded joint may vary according to the type of the construction to be welded and how the parts of the work-piece are located in relation to each other. In MIG welding, the most commonly used joint types are the butt joint, corner joint, edge joint, lap joint and the T- joint.
.Weld Types
Welded joints are carried out in the formation of different types of joints (the configurations for some of which are shown on pages 10 and 11). Some of them, such as the groove weld and the fillet weld, are used for making welded plate products. The different types of welds are:
• The groove weld (several types) • The fillet weld
• The backing weld • The plug or slot weld
• The spot weld • The seam weld
• The flange weld • The stud weld
• The surfacing weld • The tack weld
The groove welds are used in producing butt joints. The fillet welds are used in overlap, T- and corner joints. The backing welds are applied to back or root side of the joint. The plug or slot welds are used for prepared holes of overlap joints. Arc spot welds can be produced from one side of lap joints without prepared holes. The seam welds are the continuous welds which extend across the entire length of the joint from one end to another. Surfacing welds are used for filling the worn surfaces of machine parts with stringer or weave beads. Tack welds are often used to assist assembly or to maintain edge alignment during welding.
Welding Positions
In application, there are only four basic welding positions. Often, welding must be done on the ceiling, in the corner, or on the floor. In view of this, some techniques were developed to allow welding in any position. Different welding positions are:
• Flat position: In this position, the filler metal is deposited from the upper side of the joint and the face of the weld is approximately horizontal. In welding terminology this is also called the down-hand position for both groove welds and fillet welds.
• Horizontal position: The position of welding in which the weld is performed on the upper side on a horizontal surface and against an approximately vertical surface.
• Overhead position: The weld is deposited from the underside of the joint and the face of the weld is horizontal.
• Vertical position: The weld axis is approximately vertical. The welding direction can be changed up and down.
Welding in the flat position is the most simple technique and the most convenient. The highest deposition rates can be provided and it can be adopted easily to mechanised or automated welding techniques. In these positions, the most difficult position is the overhead that needs special skills for the welding application. In industrial applications the manipulators and positioners have been developed and used for holding a joint in as flat a position as possible.
Flat Position weldingtheory
The recommended weaving patterns, the welding gun motions and the bead sequences in flat position are illustrated in the illustrations opposite and overleaf. In MIG welding light gauge materials in a single pass, a slight back stepping technique is used in butt joints. Root passes are performed with small, pendulum-like weaves. Cover passes are also carried out in the same manner but with wider weaving in order to adjust the preset weld width. The welder must take care of pausing at the side walls to obtain an adequate tie-in to the base metal. In the flat position, the inclination of the work surface with the horizontal strongly affects the weld bead shape and penetration. In the case of uphill welding, when the weld axis is inclined 15E to the horizontal, both the reinforcement and the penetration depths increase but the weld width decreases. On the other hand, in downhill welding the penetration depth and the reinforcement decrease and the weld width and the welding speed increase.

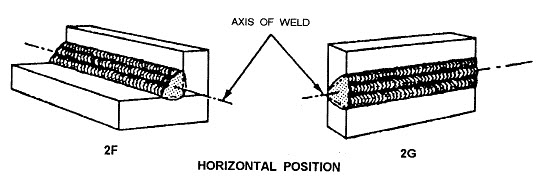
Horizontal Position
The recommended weaving patterns, the welding gun motions and bead sequences in horizontal position are illustrated in the two illustrations below. For butt weld root passes and fill passes, a zig-zag motion like a saw tooth is used with bead width adjustment as required. Theoperator must take care of pausing at the side walls to obtain an adequate tie-in to the base metal or to the previous weld bead. In the horizontal position for fillet welds a circular motion of the electrode tip is recommended.
Vertical Position
In the vertical position, a back and forth weave is recommended for the weaving patterns, the welding gun motions and the bead sequences for light gauge material with a square edge butt joint. In a beveled multi-pass joint, root passes are performed with small weaving in a U pattern like a pendulum, cover passes are carried out by using a side weave with a back step in the size of the wire diameter at the walls. For vertical up fillet weld a Christmas tree pattern is recommended with pauses at the side walls. In the vertical down welding, an upside down U pattern with pauses at the side walls is used.

Overhead Position
The recommended weaving patterns, the welding gun motions and bead sequences in the overhead welding are illustrated in the illustration overleaf. Overhead welding of butt beveled joint is performed with a regular zig-zag pattern with pauses at the side walls. For the overhead fillet weld as well as in the vertical up fillet weld a Christmas tree pattern is recommended with pauses at the side walls.
